
Stainless Steel 304 vs 316: Which Grade Performs Better in Corrosive Environments?
April 17, 2026
What Does DFARS Compliant Steel Mean for Your Manufacturing Project?
April 21, 2026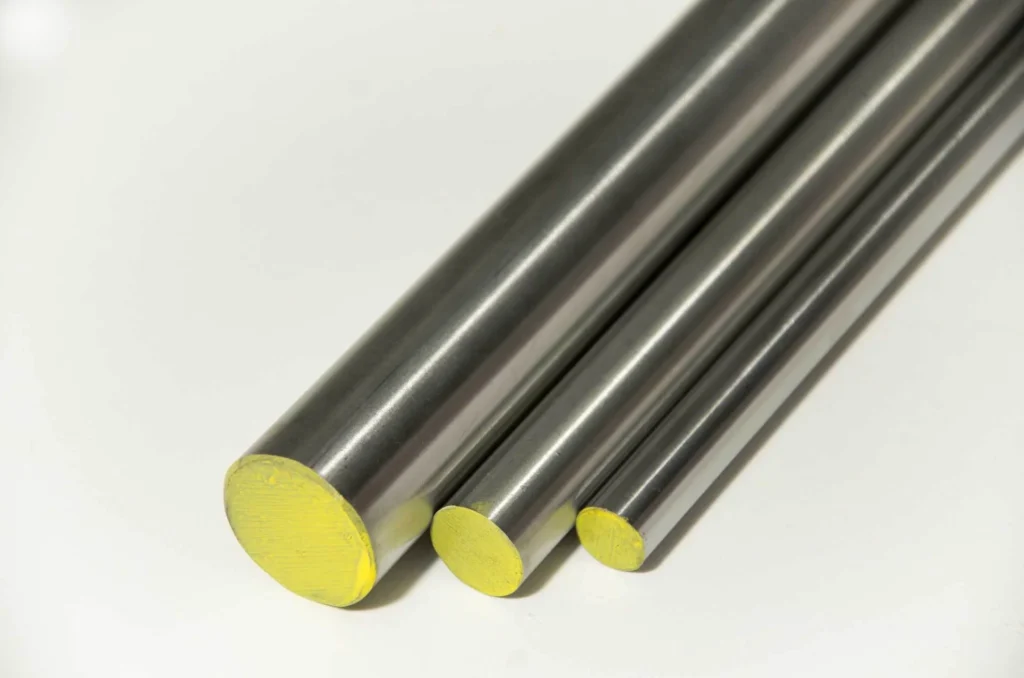
Picking the wrong tool steel grade costs more than just material. It shows up as premature edge wear, unexpected distortion after heat treat, or a punch that chips early. We have been supplying precision-ground tool steel to die makers in the Chicago area for over 30 years.
The good news is that the decision between O1, A2, and D2 comes down to three things. What wear life do you need? How tight is your tolerance after heat treat? And how complex is your geometry? Answer those three questions, and the right grade usually picks itself.
How O1, A2, and D2 Earn Their Place in a Die Shop
Cold work dies demand a steel that can hold an edge, survive heat treatment, and machine cleanly before the job even starts. O1, A2, and D2 all deliver on those basics. Where they differ is in how they balance wear resistance, toughness, and dimensional behavior through the heat treat cycle.
Understanding those differences saves you from over-specifying an expensive grade you do not need, or under-specifying a grade that fails early. Each one has a real job to do, and choosing correctly means your die performs the way you designed it to.
O1: The Grade That Machines Like a Dream
O1 is an oil-hardening tool steel. It cuts cleanly in the annealed state, holds a sharp edge during finish machining, and does not fight you the way higher alloy grades can. For shops that machine their own tooling in-house, O1 gives you the smoothest path from bar stock to finished blank with the least resistance.
The trade-off is movement after hardening. Oil quenching produces more distortion than air quenching. For general-purpose blanking dies, trim dies, and stamping tools with straightforward geometry, that is a routine step. You build in a grinding allowance, account for the movement, and move on without issue.
A2: When You Cannot Afford Distortion
A2 is an air-hardening grade, and that one fact changes everything about how your die behaves after heat treat. Air quenching produces far less movement than oil quenching. The die you machine is much closer in dimension to what comes back from the heat treater, which matters enormously for intricate forms and close tolerance punches.
Toughness is also better in A2 than in O1. When your die sees impact loading or has thin cross sections that would chip in a harder grade, A2 holds up. It sits in a practical range where you get controlled dimensional behavior and enough toughness to handle most cold work die applications without issue.
D2: Built for High Volume, High Wear Conditions
D2 is a high-carbon, high-chromium cold-work steel. Wear resistance is where it genuinely separates from both O1 and A2. Long run stamping dies, shear blades, and blanking tools that chew through abrasive material all day are exactly where D2 belongs. When die life is the number one spec, D2 delivers results that the other two grades cannot match.
That said, D2 asks more from your shop. It is harder to machine in the annealed state than O1. Thin sections and sharp internal corners become real stress risers because D2 is less tough than A2. If your run volumes are modest or your geometry is complex, the wear life advantage may not justify the added difficulty.
Matching the Grade to Your Die Application
Wear resistance ranks D2 first, A2 second and O1 third. Toughness runs roughly in the opposite direction. Dimensional stability after heat treat is where A2 leads both grades by a meaningful margin. Machinability in the annealed condition favors O1, then A2, then D2. Those four attributes cover most of what a real die decision hinges on.
For short-run or prototype dies, O1 is a cost-effective choice that machines well and performs reliably. For precision form dies where holding geometry through heat treat matters most, A2 is the answer. For high-volume production blanking where edge life is everything, D2 is worth the extra work and the added care in machining.
What We Carry and How We Finish It
All three grades are available as round bar stock and as precision-ground bars. Our precision-ground tool steel is held to tolerances of ±0.001″ or better with a smooth surface finish. Starting from ground stock means less material to remove before and after heat treat, which tightens your timeline and reduces variability in the finished tool.
Our value-added services cover cutting to custom lengths, chamfering for clean burr-free bar ends, straightening to strict tolerances, and protective packaging that keeps ground surfaces in the condition they left our Palos Hills, Illinois, facility. We also carry M2 for cutting tools, H13 for hot work dies and molds, and grades across the full W, A, S, H, D, and P tool steel families.
Ready to Order Your Tool Steel Bar Stock?
You know your application better than anyone. If you have your grade, diameter, and length ready, the fastest next step is a quote request. Our team reviews every submission and gets back to you promptly. We have been doing this for over 30 years, and we are used to the grade selection conversation if you need it.
Call us at (708) 400-7217, email sales@precisiongroundmetals.com, or submit a quote through our Request A Quote form at precisiongroundmetals.com. We are available Monday through Friday and Sunday, 7 AM to 5 PM, from our facility at 8150 W 111th St, Suite 14, Palos Hills, IL 60465.
FAQs
Can I get O1, A2, and D2 in a precision ground condition?
Yes. All three grades are available as precision-ground round bar at ±0.001″ or better, ready to reduce your post-heat-treat grinding time.
Do you cut tool steel bars to custom lengths?
Yes. Cutting to exact specifications is a standard service. Chamfering for burr-free bar ends is also available when you submit your quote request.
Which of the three grades machines most easily?
O1 machines best in the annealed condition. A2 follows. D2 is the most demanding and requires sharp tooling and careful feeds.
Do you carry tool steel grades beyond O1, A2, and D2?
Yes. We stock M2, H13, and grades across the W, A, S, H, D, and P families. Contact us to confirm availability.

{kind=link}
{kind=link}